
Sprog

Artikeloversigt
Papirrør dukker op overalt - emballage, tekstiler, etiketter, beskyttende kerner, selv konstruktionsformer. Men i det øjeblik efterspørgslen vokser, mange producenter rammer den samme væg: inkonsekvent rørstyrke, rodede limlinjer, ustabile diametre, høje skrotmængder og ubehagelig nedetid forårsaget af papirstop og langsomme skift. Denne vejledning nedbryder, hvad der typisk går galt i produktion af papirrør, hvad man skal evaluere før man køber udstyr, og hvordan man bygger en stabil, gentagelig proces, der leverer stærke, rene, kundeklare rør. Du finder også en praktisk tjekliste, en sammenligningstabel over nøglefunktioner på maskinen og en ofte stillede spørgsmål til at understøtte bedre købsbeslutninger.
Indholdsfortegnelse
Hvis du nogensinde har haft et "perfekt" rør om mandagen og en afvisningsbølge om torsdagen, er du ikke alene. Papirrørsproduktion er vildledende følsom: Små ændringer i papirets fugtighed, klæbende viskositet, viklingsspænding eller knivskarphed kan udløse kvalitetsdrift. Når kunder klager, er de normalt ikke bare kræsne - deres maskiner nedstrøms (printning, opskæring, tilbagespoling, laminering, tekstilvikling) er også følsomme. Her er de smertepunkter, købere nævner mest, plus hvad der typisk ligger bag dem.
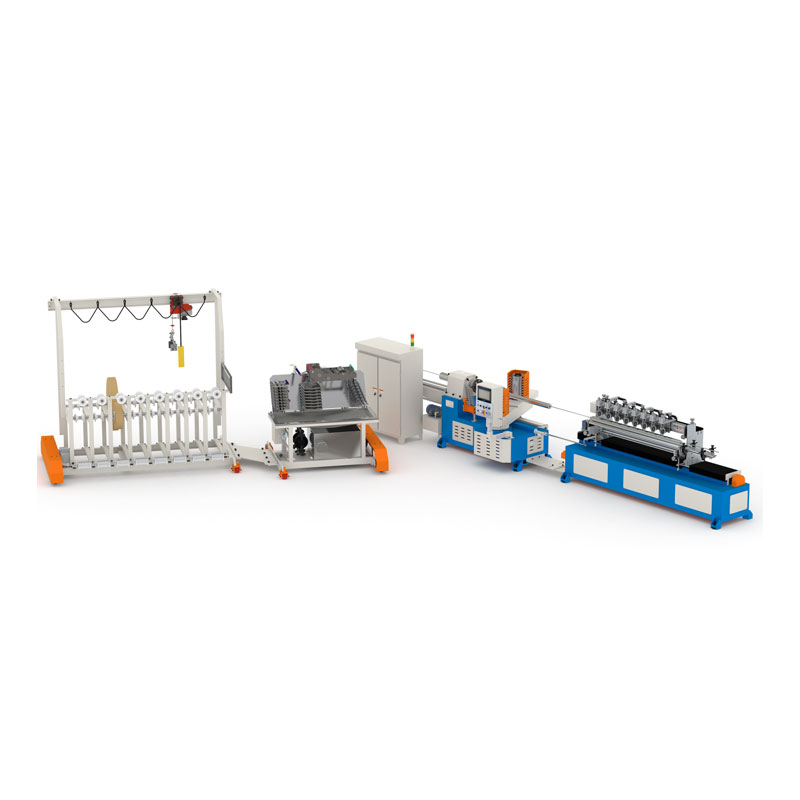
En pålideligpapirrørsmaskineikke bare "løber". Det hjælper dine operatører med at køre det på samme måde hvert skift – så dine rør forbliver stabile selv når produktionsvolumen stiger, eller der kommer nye medarbejdere til.
Forskellige industrier bekymrer sig om forskellige tolerancer, men de fleste købere bedømmer rør ved at bruge den samme håndfuld resultater: pasform, styrke, overflade og skærekvalitet. Hvis du ønsker færre tvister og hurtigere godkendelser, skal du definere dine interne mål på forhånd.
| Kvalitets vare | Hvorfor det er vigtigt for kunderne | Typiske rodårsager, når det fejler |
|---|---|---|
| Indvendig diameter stabilitet | Forhindrer slingring, glidning og vibrationer på tilbagespoling eller udskrivning af aksler | Dornslid, spændingsdrift, papirforskydning, ujævnt viklingstryk |
| rundhed (lav ovalitet) | Forbedrer pasformen og reducerer kantskader under højhastighedsløb | Ubalanceret spænding, inkonsekvent papirtykkelse, dårlig værktøjsjustering |
| Vedhæftningsstyrke og lagintegritet | Stopper delaminering, kollaps og kernerevner | Forkert limviskositet, lav dækning, utilstrækkelig hærdetid, papirfugtighed |
| Rengøring af skærekanter | Reducerer støv, forbedrer håndteringssikkerheden, understøtter et rent emballageudseende | Sløve knive, forkert skærehastighed, vibrationer, fejlindføring |
| Overfladeudseende og limkontrol | Vigtigt for mærkevareemballage og detailvendte rør | Overpåføring af lim, ujævn belægning, ustabil fremføring, snavsede ruller |
Læg mærke til temaet: Maskinen er kun halvdelen af historien. De bedste resultater kommer fra et maskindesign, der understøtter ensartede parametre, plus et produktionshold, der måler og standardiserer.
Før du sammenligner modeller, skal du definere din tube "familie". En maskine, der udmærker sig ved tykvæggede industrielle kerner, kan være ineffektiv for korte, tyndvæggede emballagerør og omvendt. Spørg dig selv:
Når du har kortlagt dit produktmix, skal du vælge en maskinkonfiguration, der beskytter de "hårde dele": stabil viklingsspænding, kontrolleret limpåføring, nøjagtig skæring og gentagelige justeringer mellem størrelser. Det er her en erfaren producent kan spare dig for måneders prøve-og-fejl.
f.eks.Wenzhou Feihua Printing Machinery Co., Ltd.understøtter kunder, der ønsker en pålidelig papirrørslinje, der kan være konfigureret omkring deres rørområde, anlægslayout og operatørvaner - fordi reel produktionssucces afhænger af, hvordan maskinen opfører sig på dit gulv, ikke i en brochure.
Når købere kun fokuserer på maksimal hastighed, betaler de ofte for det senere i skrot og nedetid. Evaluer i stedet funktioner, der laver output gentagelig og nem at kontrollere. Her er hvad der typisk giver den største effekt:
En nyttig måde at sammenligne muligheder på er at omsætte funktioner til forretningsresultater: færre kundeklager, mindre skrot, hurtigere omstillinger, og lettere træning. Hvis en leverandør kan forklare, hvordan deres design reducerer disse risici, forstår de sandsynligvis reel produktion.
Selv en stærk papirrørsmaskine kan ikke "bekæmpe" ustabile input for evigt. Den hurtigste vej til konsistente rør er at standardisere det grundlæggende: papir, lim, viklingsindstillinger og skæreindstillinger. Her er en praktisk tilgang, du hurtigt kan implementere.
Hvis du vil have en simpel tankegang: forfølge ikke defekter til sidst. Fang afdrift tidligt med små kontroller og konsekvente opskrifter. Det er det, der gør rørfremstilling fra "operatørtalent" til en skalerbar proces.

De fleste pludselige produktionsfejl er ikke tilfældige - de er forsinkede konsekvenser af små forsømte problemer. En kort, konsekvent vedligeholdelse rutine slår ofte "store reparationsdage", der kommer efter, at kvaliteten allerede er faldet.
Også: Før en simpel log. Når der opstår en defekt, skal du notere dato, tubetype, papirbatch, limindstilling, hastighed og hvem der var på vagt. Mønstre bliver synlige hurtigere, end du ville forvente - og disse mønstre er, hvordan du løser de grundlæggende årsager i stedet for at gentage nødsituationer.
Hvis du har at gøre med ustabile rørdimensioner, bindingsproblemer eller nedetid, der bliver ved med at tære på dine marginer, skal du ikke bare "tune hårdere". Definer dit rørområde, lås dine procesopskrifter, og vælg udstyr, der gør ensartethed let for operatørerne – hvert skift, ikke kun på en god dag.
Vil du matche en papirrørsmaskinekonfiguration til dine nøjagtige rørstørrelser, materialer og outputmål? Ræk ud tilWenzhou Feihua Printing Machinery Co., Ltd.og kontakt osfor at diskutere dine krav og få praktiske anbefalinger for en renere, mere ensartet produktionslinje.











