
Sprog

A Papir Tube Maskinekan se ligetil på overfladen - rul papir, påfør klæbemiddel, klip til i længden. I rigtige fabrikker dukker smertepunkterne hurtigt op: ustabil rørstyrke, limrod, hyppig nedetid, langsomme størrelsesskift, og inkonsekvente nedskæringer, der skaber spild og kundeklager. Denne artikel nedbryder rørfremstillingsprocessen, den mest almindelige produktionshovedpine og maskinkapaciteten, der faktisk løse dem. Du får også en praktisk købstjekliste, en feature-to-pain-point-tabel og en vedligeholdelsesbog, så du kan løbe stabile skift med færre overraskelser.
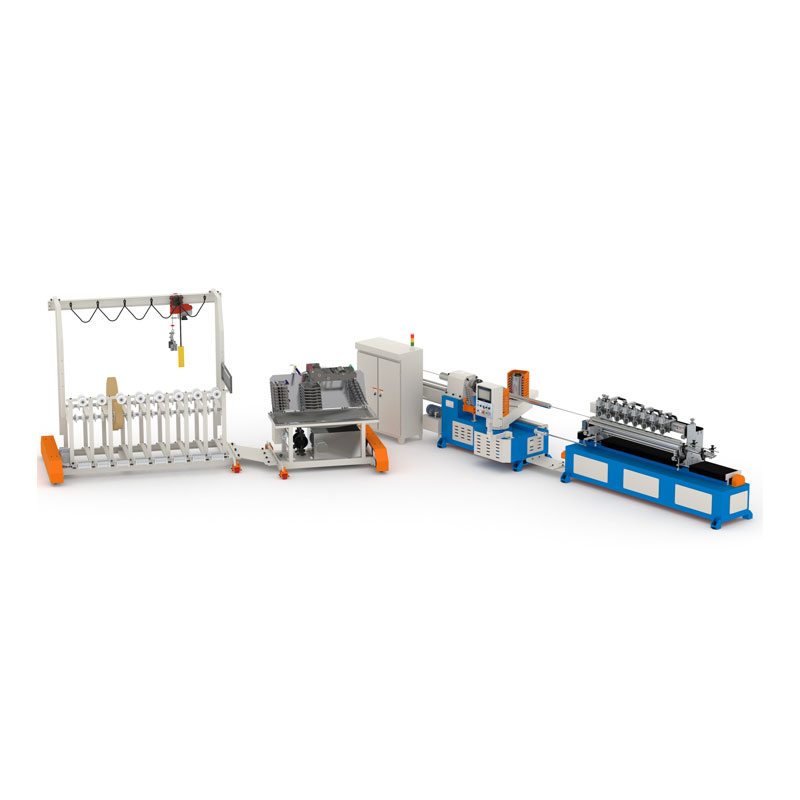
A Papirrørsmaskinedanner rør ved at vikle flere lag papir rundt om en dorn (nogle gange kaldet en aksel eller kerne), lim dem med klæbemiddel, og skær derefter røret til en ønsket længde. Afhængigt af din branche kan det færdige rør være et emballagerør, en film- eller tekstilkerne, en kompositdåsekrop eller et strukturelt rør, der bruges som en beskyttelsesmuffe.
Forskellen mellem en "rørfabrikant", der kun virker, og en linje, der udskriver penge (høfligt), er konsistens: ensartet spænding, ensartet klæbemiddelpåføring, ensartet viklingstryk og ensartet skæring. Når disse variabler driver, får du svage rør, ovalitet, delaminering, støv, limforurening eller dårlig længdetolerance.
Smertepunkt 1: Inkonsekvent rørstyrke
Kunderne er ligeglade med, at papirpartierne varierer, eller at luftfugtigheden ændres natten over. Hvis røret knuser, delaminerer, eller kollapser under oprulning/pakning, mister du tillid og margin. Styrkeproblemer spores normalt tilbage til papirspændingskontrol, klæbende ensartethed og viklingstrykstabilitet.
Smertepunkt 2: Limrod og ustabil binding
For meget klæbemiddel forårsager glidning, forurening og nedetid for oprydning. For lidt forårsager delaminering og svage led. En kontrolleret limleveringsvej (og en operatørvenlig rengøringsrutine) er ofte den hurtigste ROI-opgradering.
Smertepunkt 3: Langsomme omstillinger
Hvis det tager evigheder at skifte diametre eller vægtykkelse, undgår du produktvariation og går glip af ordrer. Hurtige størrelsesændringer er afhængige af hurtigjusteringsmekanismer, klare opsætningsreferencer og stabile digitale opskrifter.
Smertepunkt 4: Dårlig skærenøjagtighed og ru kanter
Dårlige snit viser sig som uoverensstemmelser i længden, grater, knuste ender og kundeklager. Skærestabilitet afhænger af stivhed, klingens tilstand, synkronisering med rørfremføringshastigheden, og en ren metode til støvhåndtering.
Hvis du vurderer en ny linje, skal du ikke starte med at spørge "Hvad er den maksimale hastighed?" Start med at spørge: "Med vores rørspecifikationer, hvilken hastighed forbliver stabil for et fuldt skift uden kvalitetsdrift?"
At forstå processen hjælper dig med at se, hvor ustabiliteten sniger sig ind. Det meste af produktionen af papirrør følger denne sekvens:
En staldPapirrørsmaskineer ikke "én funktion". Det er en kæde: hvis spændingen driver, bliver limen ujævn; hvis limen er ujævn, viklingstrykket opfører sig anderledes; hvis viklingstrykket ændres, ændres skærekvaliteten. Godt udstyr gør kæden forudsigelig.
Her er egenskaber, der har en tendens til at betyde mest, når produktionen er reel, ikke teoretisk:
| Produktionsproblem | Maskinkapacitet, der hjælper | Hvad du skal se efter under evaluering |
|---|---|---|
| Rørdelaminering / svag binding | Stabil klæbemiddelpåføring og kontrolleret limbane | Jævn limfilm, dele, der er nemme at rengøre, klare opsætningsområder for din papirvægt og rørtykkelse |
| Ovale rør / dårlig rundhed | Stift formesystem og stabilt viklingstryk | Konsistente rør OD/ID-aflæsninger, minimal vibration, jævn kørsel ved din målhastighed |
| Rynker og lagforskydning | God papirføring og spændingsstabilitet | Ren bane, pålidelig bremsning/kontrol, gentagelig justering efter hjulskift |
| Ru kanter/længde uoverensstemmelse | Nøjagtig skæresynkronisering | Skær prøver over en lang bane: kontroller grater, knuste ender, længdetolerancekonsistens |
| For meget skrot under opstart | Hurtige opsætningsreferencer og operatørvenlige kontroller | Nem parameterjustering, klare indikatorer, stabile resultater efter genstart |
| Nedetid fra rengøring og papirstop | Adgang til vedligeholdelse og forudsigelige forbrugsstoffer | Enkle rengøringstrin, tilgængelige lim-/skæreområder, standard sliddele |
Læg mærke til, hvad der mangler: vage løfter. De bedste købssamtaler kredser om dine rørspecifikationer og din skiftende virkelighed. Hvis en leverandør kan forklare, hvordan deresPapirrørsmaskineforbliver stabil over en lang bane – især under hjulskift og genstart – det er når du nærmer dig en god beslutning.
Før du sammenligner tilbud, skal du låse dine krav. En maskine, der er perfekt til tyndvæggede emballagerør, kan være forkert til tunge industrielle kerner. Brug tjeklisten nedenfor for at undgå at købe "næsten rigtigt".
Definer dine rørkrav
Spørg om en proof run-tankegang
| Hvad skal valideres | Sådan valideres det | Bestået/Ikke bestået |
|---|---|---|
| Dimensionsstabilitet (OD/ID/rundhed) | Mål rør over en lang bane og efter en genstart | Minimal drift, stabile aflæsninger uden konstant drejning |
| Konsistens i bindingsstyrke | Skær tværsnit og kontroller lagbindingens ensartethed | Ingen tydelige tørre zoner, ingen overdreven udpressning af lim |
| Skære kvalitet | Efterse enderne for grater/knusning; verificere længdetolerance | Rens kanter og gentagelig længde på tværs af batcher |
| Operatør erfaring | Få operatørerne til at køre hjulskift + genstartsprocedurer | Processen forbliver rolig; opsætningen er klar og gentagelig |
| Vedligeholdelsesrealisme | Gå gennem trinene for rengøring + udskiftning af sliddele | Tilgængeligt design og enkle rutiner, der ikke springes over |
Kvalitetskontrol til rørproduktion behøver ikke at være kompliceret; det skal være konsekvent. Hvis du kører enPapirrørsmaskinei skala bliver lille afdrift hurtigt dyrt.
Professionelt tip: Hvis dit skrot stiger "tilfældigt", er det normalt ikke tilfældigt - følg hvornår det sker (efter hjulskift, efter stop, i fugtige perioder), og du finder et mønster, du kan rette.
Oppetid er en strategi, ikke et ønske. Den nemmeste måde at beholde enPapirrørsmaskinestabil er at behandle vedligeholdelse som en del af produktionen. Her er en praktisk tilgang, som mange planter bruger:
| Frekvens | Hvad skal man gøre | Hvorfor det betyder noget |
|---|---|---|
| Per skift | Rengør klæbende kontaktområder, fjern papirstøv i nærheden af skæring, kontroller tydelig løshed | Forhindrer opbygning, der forårsager ustabilitet ved binding og dårlige snit |
| Daglig | Inspicer knive/værktøj, verificer de grundlæggende justeringsguider, kontroller bevægelige dele for usædvanlig støj | Fangerne slides tidligt, før det bliver skrot og nedetid |
| Ugentlig | Smøring rutine, dybere rengøring, bekræfte spænding og fodringsstabilitet | Stabiliserer processen og forhindrer drift |
| Månedlig | Gennemgå reservedelsbeholdningen, inspicer de vigtigste slidkomponenter, genopfrisk operatørens genopfriskningstræning | Reducerer nødstop og holder driften ensartet på tværs af teams |
Ved fejlfinding, start med symptomer og arbejd baglæns: Hvis snittene er grove, skal du ikke med det samme skyde skylden på klingen – tjek rørfremføringens stabilitet og vibrationer. Hvis der opstår delaminering, skal du ikke straks skyde skylden på papiret - kontroller klæbemiddelens ensartethed og spændingsdrift. Rolig diagnose slår panikjusteringer hver gang.
At købe udstyr er én ting. At køre glat i årevis er en anden. Et godt leverandørforhold omfatter typisk: praktisk idriftsættelsessupport, klar betjeningsvejledning, tilgængelige sliddele og responsiv service til fejlfinding. Målet er enkelt: Hold din linje forudsigelig, så din leveringsplan forbliver pålidelig.
Hvis du henter fra Wenzhou Feihua Printing Machinery Co., Ltd., behandle samtalen som en produktionsplan: del dine rørspecifikationer, din materielle virkelighed og dit outputmål - så spørg, hvordan maskinen forbliver stabil på tværs af lange løb, genstarter og hyppige størrelsesændringer. Kvaliteten af de svar, du modtager, vil fortælle dig mere, end en brochure nogensinde kunne.
Q: Hvilken information skal jeg forberede, før jeg anmoder om et tilbud på en papirrørsmaskine?
EN:Forbered dit rørdiameterområde, vægtykkelsesområde, længdeområde, papirvægt/lagantal, præference for klæbemiddeltype, måloutput pr. skift og eventuelle særlige krav (endefinish, støvkontrol, snævre tolerancer, hyppige størrelsesændringer). Jo klarere dine input, jo mere præcis er anbefalingen.
Q: Hvordan ved jeg, om mine problemer med rørstyrken kommer fra maskinen eller råpapiret?
EN:Tjek mønstre. Hvis delamineringen stiger efter rulleskift, stop eller fugtskift, er processtabilitet sandsynligvis involveret (spænding, limens ensartethed, viklingstryk). Hvis det sker konsekvent på tværs af alle forhold, kan råmateriale- eller klæbemiddelkompatibilitet være årsagen.
Q: Hvad er en realistisk måde at evaluere skærekvaliteten på?
EN:Døm ikke ud fra nogle få prøver. Bed om et langt løb efter dine specifikationer, og inspicér derefter afskårne ender og længdekonsistens over tid - især efter en genstart. Konsekvent renlighed og tolerance betyder mere end et enkelt "perfekt" snit.
Q: Er højere hastighed altid bedre?
EN:Kun hvis kvaliteten forbliver stabil i et fuldt skift. Høj hastighed med drivende dimensioner eller hyppige rengøringsstop kan producere mindre salgbart output end en lidt langsommere, mere stabil linje.
Q: Hvilke vedligeholdelsesopgaver beskytter mest direkte kvaliteten?
EN:Rengøring af klæbemiddelområdet, støvhåndtering nær skæring og rutinetjek for vibrationer og løshed er store gevinster. Disse forhindrer den "lille drift", der stille og roligt skaber skrot.
Klar til at matche den rigtige papirrørmaskine til dine rørspecifikationer og daglige outputmål?
Fortæl os dit diameterområde, vægtykkelse, længdetolerance, papirtype og målkapacitet – så hjælper vi dig med at kortlægge en praktisk konfiguration der prioriterer stabil produktion, hurtige omstillinger og rene nedskæringer. Hvis du vil have færre overraskelser og mere forudsigelige skift, kontakt osfor at drøfte din ansøgning og anmode om en skræddersyet løsning.











