
Sprog

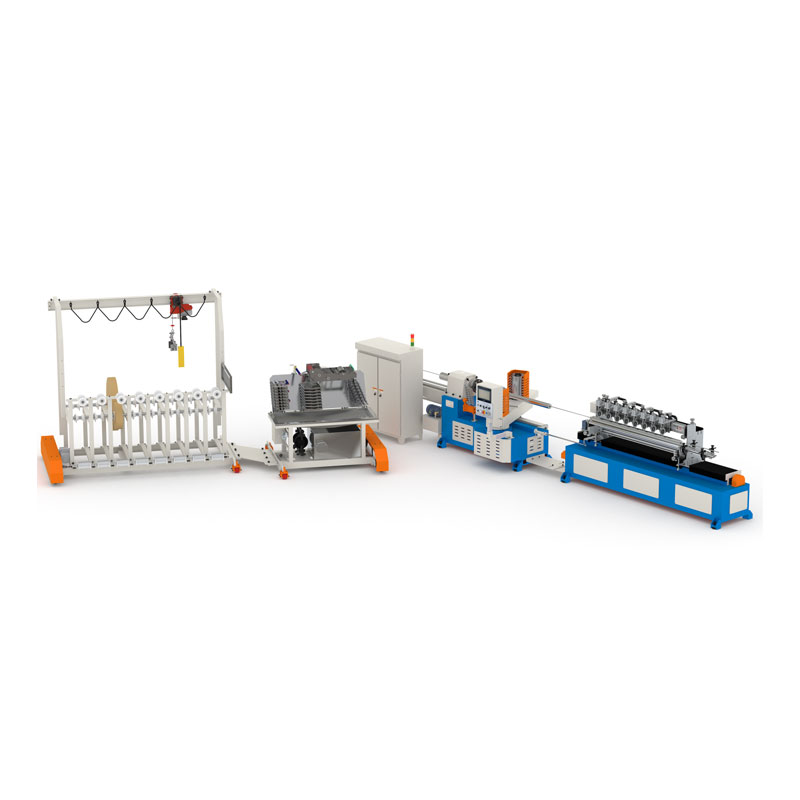
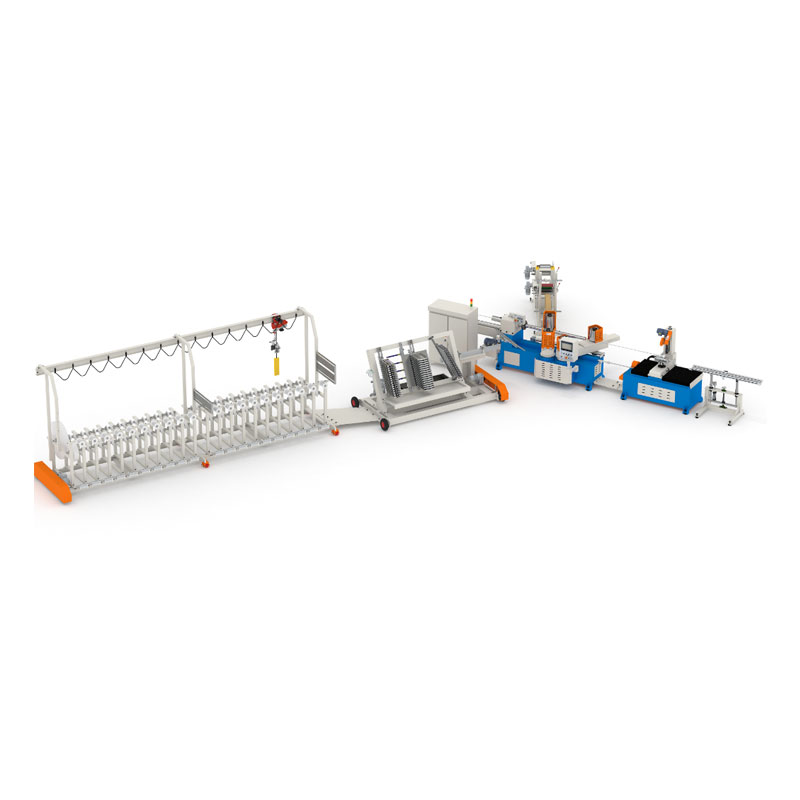
Papirrør ser enkle ud, men alle, der køber eller fremstiller dem, kender hovedpinen: klager over delaminering, ujævn vægtykkelse, limrod, uklare kanter, teleskopering, dårlig rundhed og konstant nedetid på grund af bladskift eller dårlig papirfremføring. Denne artikel nedbryder, hvad der faktisk forårsager disse problemer, og hvordan enPapirrørsmaskinekan konfigureres, betjenes og vedligeholdes til at levere stabil kvalitet i skala. Du får en praktisk købstjekliste, en produktionsarbejdsgang, der forhindrer almindelige defekter, en tabel, der sammenligner maskinmuligheder, en kvalitetskontrolrutine, som kunderne har tillid til, og en fejlfindingsguide, som operatørerne kan bruge på gulvet.
Når en køber siger "dine rør er inkonsistente", betyder de normalt et af disse specifikke problemer. En velkonfigureretPapirrørsmaskinebør forhindre dem ved kilden - ikke ved at sortere dårlige rør fra, efter at de allerede er lavet.
Hvis du køber rør til emballage, etiketter, film, tekstiler, papirfabrikker eller byggerelaterede anvendelser, bekymrer dine kunder sig om de samme to ting:gentagelighedogrene kanter. Alt i din proces bør forsvare disse resultater.
En rørledning er et system. Hvis du kun fokuserer på "maskinhastighed", ender du med at producere skrot hurtigere. Her er arbejdsgangen, du bør evaluere trin for trin:
Hvis dine nuværende rør fejler "tilfældigt", er årsagen sjældent tilfældig. Det er normalt en afdrift i spænding, limviskositet eller dornslid, som ingen målte, før kunderne klagede.
Ikke alle rørapplikationer har brug for den samme konstruktionsmetode. Brug nedenstående tabel til at matche maskinstil til produktkrav.
| Maskine / procestype | Bedst til | Styrker | Watch Outs |
|---|---|---|---|
| Spiralvikling | Generelle emballagerør, tekstilkerner, etiketkerner, beskyttelsesrør | Høj effektivitet, fleksible størrelser, stabil output, når spændingen er kontrolleret | Kræver god spændings-/limstabilitet for at undgå delaminering og ovalitet |
| Convolute Winding | Højpræcisionsrør, tykkere vægge, applikationer, der kræver snævrere tolerance | Fremragende rundhedspotentiale, stærk struktur, rent laglayout | Højere opsætningsfølsomhed; papirbredde og justering skal være ensartet |
| Manual / Entry-Level Line | Små partier, test af nye rørprodukter, begrænset budget | Lavere forudgående omkostninger, enkel træning | Output afhænger i høj grad af operatørens færdigheder; sværere at holde konsistensen |
| Semi-automatisk linje | Voksende fabrikker har brug for stabil produktion uden fuld automatiseringsomkostninger | Afbalanceret produktivitet, mere stabil kontrol over nøgletrin | Har stadig brug for standard betjeningsprocedurer for at forhindre indstillingsdrift |
| High-Automation Line | Store ordrer, stramme leveringsvinduer, kunder med streng QC | Gentagelighed, lavere arbejdsafhængighed, bedre skalering | Kræver disciplineret vedligeholdelse og reservedelsplanlægning |
Den "bedste" mulighed er den, der matcher din rørtolerance, diameterområde, vægtykkelse og kundernes forventninger - ikke den med det største hastighedstal på en brochure.
Hvis du vil undgå købers anger, skal du låse dine krav, før du sammenligner tilbud. Her er en praktisk tjekliste:
Pro tip: Stil dig selv dette ubehagelige spørgsmål -"Hvad sker der, hvis min bedste operatør stopper?"Hvis din kvalitet kollapser, har du ikke en proces endnu; du har en person. En korrekt specificeretPapirrørsmaskineog dokumenterede indstillinger reducerer denne risiko.
Du behøver ikke et kompliceret laboratorium for at opnå tillid. Du har brug for konsistens og sporbarhed. Brug en simpel rutine, som operatører faktisk kan følge:
Den mest kraftfulde forbedring er sporingskrotårsager. Hvis "feeding jam" er den bedste skrotdriver, skal du ikke købe hurtigere udstyr - fiks fodringsstabilitet og træning først.
Fabrikker jager ofte fart og bliver derefter straffet med skrot, overarbejde og vrede kunder. En bedre plan er at designe til stabilt output:
Når du planlægger output, skal du inkludere de skjulte tidsfald: splejsningshåndtering, limrensning, bladskift og størrelsesskift. En lidt langsommere linje med færre stop kan udkonkurrere en hurtigere linje, der konstant bryder rytmen.
De fleste "mystiske problemer" med rørledninger er vedligeholdelsesproblemer i forklædning. Beskyt oppetiden med vaner, der er kedelige – men rentable:
Et undervurderet tip: Behandl lim som et kontrolleret materiale, ikke en "hvad der end er tilgængelig" forsyning. Stabil viskositet og ren påføring gør mere for rørkvaliteten end mange dyre opgraderinger.
A Papirrørsmaskineer ikke et engangskøb. Det er et langsigtet produktionsforhold. Den leverandør, du vælger, skal være i stand til at forklare indstillinger, fejlfinde defekter og hjælpe dig med at standardisere output – ikke kun udstyr til afsendelse.
Hvis du vurderer leverandører, skal du kigge efter:
For teams, der ønsker en mere struktureret tilgang – især ved skalering af kapacitet –Wenzhou Feihua Printing Machinery Co., Ltd.bliver ofte vurderet som en leverandørmulighed, fordi mange købere ikke kun ønsker udstyr, men også praktisk driftsvejledning og stabile produktionsrutiner, der reducerer afhængigheden af "helteoperatører".
Hvis dine nuværende rør lider af inkonsekvent binding, rodede kanter eller nedetid, der forstyrrer leveringen, "køres rettelsen sjældent hurtigere". Den rigtige løsning er at matche den rigtigePapirrørsmaskinekonfiguration til dine rørspecifikationer, og opbygg derefter en gentagelig proces, der holder kvaliteten stabil, selv når skift skifter.
Klar til at diskutere dit rørstørrelsesområde, måltolerance og produktionsmål? Ræk ud ogkontakt osat udforske en praktisk maskin- og procesplan, der passer til din fabrik – ikke kun et generisk tilbud.











