
Sprog

Hurtig takeaway:
Køber enPapirrørsmaskineser simpelt ud, indtil den rigtige produktion begynder: Den ene uge jagter du diameterdrift, den næste er du Opbygning af rengøringslim, så klager kunder over bløde kerner eller ujævne ender. Denne artikel er skrevet til indkøbsteams, fabriksejere, og ingeniører, der har brug for en klar, lav-risiko vej til at vælge og idriftsætte en maskine, der leverer stabilt output, forudsigelige driftsomkostninger, og lettere træning for operatører.
Vi nedbryder de produktionstrin, der faktisk skaber (eller ødelægger) rørkvalitet, de specifikationer, der betyder mest, og en beslutningsmatrix du kan bruge til at matche applikationer - tekstilkerner, filmoprulningskerner, papirbeholderrør og industrielle beskyttelsesrør - til den rigtige maskine konfiguration. Du finder også en accept-tjekliste, en vedligeholdelsesplan, der forhindrer "mystisk nedetid" og en praktisk ofte stillede spørgsmål til sidst.
De fleste købere starter med at sammenligne hastighed, diameterområde og pris. Disse tal betyder noget - men de forklarer sjældent, hvorfor to fabrikker med "lignende maskiner" ender med helt andre resultater. Det er vores erfaring, at de virkelige problemer viser sig i den daglige produktion:
Købers mindsetskifte:Spørg ikke "Hvad er den maksimale hastighed?" først. Spørg "Hvad skal forblive stabilt, for at mine kunder kan acceptere røret hver gang?" ENPapirrørsmaskineer en stabilitetsmaskine forklædt som en fartmaskine.

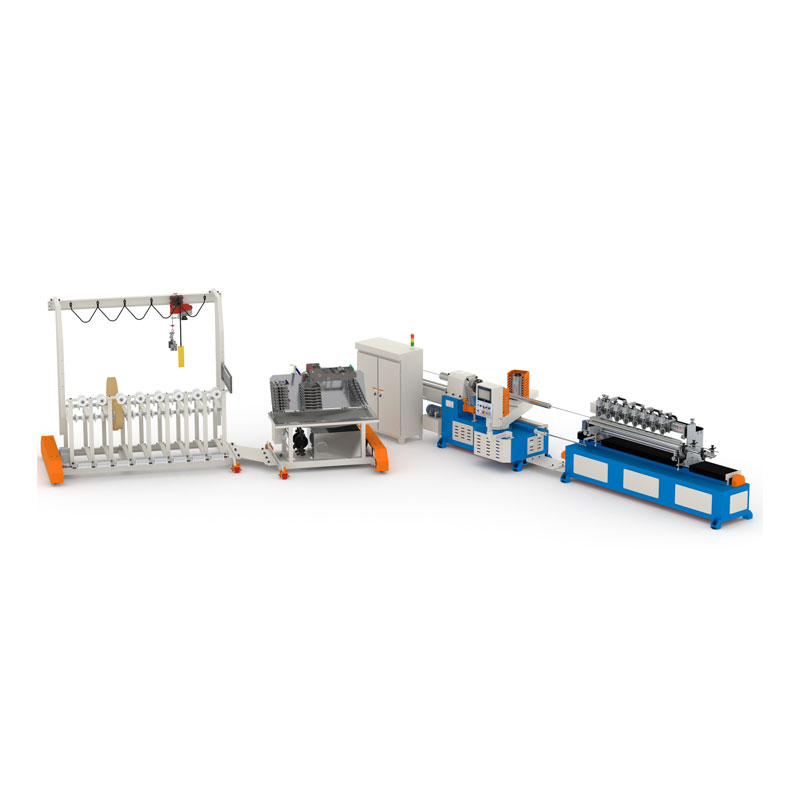
Uanset om du producerer tykke tapetkerner, tekstilkerner, filmoprullende kerner eller kompositpapir dåserør, er kerneprocessen ens: papirfremføring, påføring af klæbemiddel, spiralvikling omkring en dorn, afskæring i længden og hærdning/finish. Forskellen mellem "okay" og "pålidelig" er kontrol på fire nøglepunkter.
1) Papirfremføring og lagspænding
Flere lag lyder enkelt, indtil spændingen varierer. Hvis det ene lag fødes lidt løsere, kan du få ovalitet, svage bindingszoner eller overflade rislende. Se efter stabil afrulning, justeringskorrektion og gentagelig spændingskontrol - især hvis du kører brede ruller eller skifter papirkvalitet.
2) Konsistens på limpåføring
Lim er ofte den førende drivkraft bag nedetid for skrot og rengøring. For lidt lim skaber delaminering under belastning; for meget lim øges omkostninger, rod og helbredelsestid. Praktiske spørgsmål at stille:
3) Viklingsgeometri og dornstabilitet
Opviklingsvinkel, dornstivhed og mekanisk justering afgør, om rørets ID/OD forbliver inden for tolerancen over en lang bane. Hvis dine kunder har brug for tætsiddende kerner, bliver selv lille afdrift dyr.
4) Skærekvalitet og støvkontrol
Skæring er, hvor "hurtigt" bliver "risikofyldt". Dårlig skæring giver grater, støv eller ujævne ender - især på tykkere rør. Hvis du sender til industrier, der håndterer færdigvarer direkte (emballage eller forbrugerapplikationer), betyder rene snit noget.
Når man sammenligner enPapirrørsmaskine, fokuser på specifikationer, der knytter sig direkte til dine smertepunkter. Tabellen nedenfor er en praktisk tjekliste – brug den til at strukturere leverandørdiskussioner og undgå vage løfter.
| Hvad skal vurderes | Hvorfor det betyder noget | Hvad skal man bede om (bevisbaseret) |
|---|---|---|
| Rør ID/OD-område og vægtykkelsesområde | Definerer din produktkapacitet og målmarkeder | Prøverør på tværs af min/mid/max størrelser med målemetode og tolerance |
| Lagkapacitet og papirkompatibilitet | Styrke og stivhed afhænger af lag og papirkvaliteter | Kør dit faktiske papir (eller tilsvarende) i en kontinuerlig prøveperiode |
| Skæremetode og snitstabilitet | Bestemmer slutkvalitet, støv og afvisningsprocent | Inspicer skærefladen, gratniveauet og længdens repeterbarhed ved produktionshastighed |
| Skiftetid (længde/diameter) | High-mix produktion kan miste timer om ugen | Demo med tidsindstillet skifte med dit typiske produktskift |
| Styresystem og operatørgrænseflade | Reducerer operatørens afhængighed og træningstid | Vis parameteropskrifter, alarmlogfiler og trin-for-trin arbejdsproces |
| Vedligeholdelsesdesign | Forhindrer "usynlig nedetid" fra limopbygning og sliddele | Reservedelsliste, anbefalede serviceintervaller og adgangspunkter til rengøring |
| Forsyningsvirksomheder og fodaftryk | Strøm- og pladsbegrænsninger kan begrænse reel gennemstrømning | Installationslayout, strømkrav og anbefalet arbejdsafstand |
Praktisk regel:Hvis en leverandør ikke kan demonstrere stabilitet med rigtige prøver og en gentagelig test, du køber risiko - ikke udstyr.
Ikke alle rør er lige. En maskine, der fungerer godt til lette emballagerør, kan kæmpe med tykke industrielle kerner. Brug denne matrix som udgangspunkt for at matche applikationer med maskinkapacitet.
| Anvendelse | Typisk køberprioritet | Anbefalet maskinfokus | Almindelig manglende undgåelse |
|---|---|---|---|
| Tekstil / stof rullekerner | Styrke + rethed | Stabil viklingsspænding, ensartet vægtykkelse, pålidelig skæring | Bløde kerner, der deformeres under tunge ruller |
| Film vikle / tæppe vikle kerner | Dimensionsstabilitet | Dornstivhed, stram tolerancekontrol, rene afskårne ender | Ovale rør forårsager pasformproblemer på opviklingsudstyr |
| Komposit papir dåserør | Overfladefinish + limning | Ensartet limpåføring, stabil lagbinding, glattere efterbehandlingsmuligheder | Delaminering eller synlige limmærker |
| Industrielle beskyttelsesrør / generel emballage | Omkostningseffektivitet | Materialeudnyttelse, hurtig omstilling, nem vedligeholdelsesadgang | Højt skrot fra limustabilitet og skæreslid |
| Tykke vægge kerner (heavy duty) | Belastningskapacitet | Mulighed for højere vægtykkelse, robust drivsystem, stabil skæring | Overskydende støv/grater og inkonsistente endeflader |
A Papirrørsmaskinekøb bliver stressende, når accept er baseret på "ser godt ud". Du vil have en målbar plan. Nedenfor er en idriftsættelsestjekliste, som du kan tilpasse til din fabrik.
Accepttest (før forsendelse eller på stedet)
Vigtige installationer på stedet
Tip: Hvis du ikke klart kan definere acceptmålingerne, kan du ikke retfærdigt håndtere kvalitetstvister senere. En målbar plan beskytter både køber og leverandør.
Maskinprisen er kun én linje af budgettet. De reelle omkostninger er, hvad du betaler hver måned i papiraffald, limaffald, arbejdstid, og forsendelsesretur. Her er de fire ROI-drivere, du bør kvantificere:
Et simpelt ROI tankeeksperiment:
Hvis forbedret stabilitet kun sparer en lille procentdel af materiale og en håndfuld timer om ugen,
tilbagebetalingen kan være hurtigere end forventet - især for fabrikker med high-mix-ordrer.
At vælge enPapirrørsmaskinehandler ikke kun om hardware. Det handler også om, hvor godt leverandøren kan guide projektet ud fra specifikation til stabil produktion. PåWenzhou Feihua Printing Machinery Co., Ltd., opfordrer vi købere til at behandle købet som en produktionssystembeslutning – materialer, proceskontrol, operatørrutine og eftersalgsstøtte påvirker alle langsigtede ydeevne.
De mest effektive projekter følger normalt en klar vej:
Q1: Hvad skal jeg give en leverandør for at få en nøjagtig anbefaling af Paper Tube Machine?
Del rør-ID/OD-område, vægtykkelse, længdeområde, papirtyper (gramvægt og belægning), klæbemiddeltype, dagligt outputmål og industrierne du tjener. Hvis du har et "gyldent prøve"-rør, så del billeder og mål. Jo klarere dit krav er, jo færre overraskelser efter installationen.
Q2: Mine nuværende rør delaminerer nogle gange. Er det altid et limproblem?
Ikke altid. Delaminering kan komme fra liminkonsistens, men også fra papirfugtighed, dårlig spændingsbalance mellem lagene eller utilstrækkelig hærdetid. En struktureret fejlfindingstilgang kontrollerer først limbelægning, derefter papirvariabiliteten, derefter spænding og viklingsjustering.
Spørgsmål 3: Hvad er den mest almindelige årsag til, at en ny papirrørsmaskine klarer sig dårligere efter den første måned?
Den mest almindelige årsag er manglende rutiner: operatører går væk fra standardindstillinger, rengøring springes over under tidspres og papirpartier ændres uden justeringer. En kort daglig tjekliste (opstartstjek, måling i processen, rengøring af limstation) forhindrer dette.
Q4: Har jeg brug for fuldautomatiske kontroller til en lille fabrik?
Hvis dit produktmix er stabilt, og du har erfarne operatører, kan enklere kontrol fungere. Men hvis du skifter størrelse ofte, skal du køre flere skifter, eller ønsker hurtigere træning, betaler bedre automatisering sig ofte tilbage ved at reducere skrot og operatørafhængighed.
Q5: Hvilken accepttest er "fair" for begge sider?
En fair test bruger aftalte materialer, løber længe nok til at afsløre reel adfærd og måler output ved hjælp af en delt metode. På den måde kvalitetsdiskussioner forbliver faktuelle snarere end subjektive.
Det rigtigePapirrørsmaskineer den, der holder dine rør konsistente - ikke kun på dag ét, men efter måneder med ægte produktion med rigtige papirpartier, rigtige operatører og reelt ordrepres. Hvis du evaluerer kontrolpunkterne (spænding, lim, viklingsjustering, og skæring) og insisterer på en målbar acceptplan, reducerer du dramatisk risikoen og beskytter dine marginer.
Hvis du planlægger en ny rørlinje eller opgraderer en gammel, så fortæl os dine rørspecifikationer og daglige outputmål. Vi hjælper dig med at kortlægge den rigtige konfiguration og en acceptplan, som du faktisk kan håndhæve – så kan du detkontakt osfor at få et skræddersyet forslag.











